Creality CR10S5 User Guide
This printer is definitely for someone who has been printing for several years and understands the process well; someone who is comfortable assembling, disassembling and upgrading hardware and software. You've been warned.
BEFORE you open the box:
This is so important, it has its own section. When you take out the top frame that features gantry, DO NOT allow for Z axis lead screws to turn. If it happens, you will be stuck with uneven bed each time you print, until you manually (and painfully) fix the issue properly — mechanically.
Must-haves:
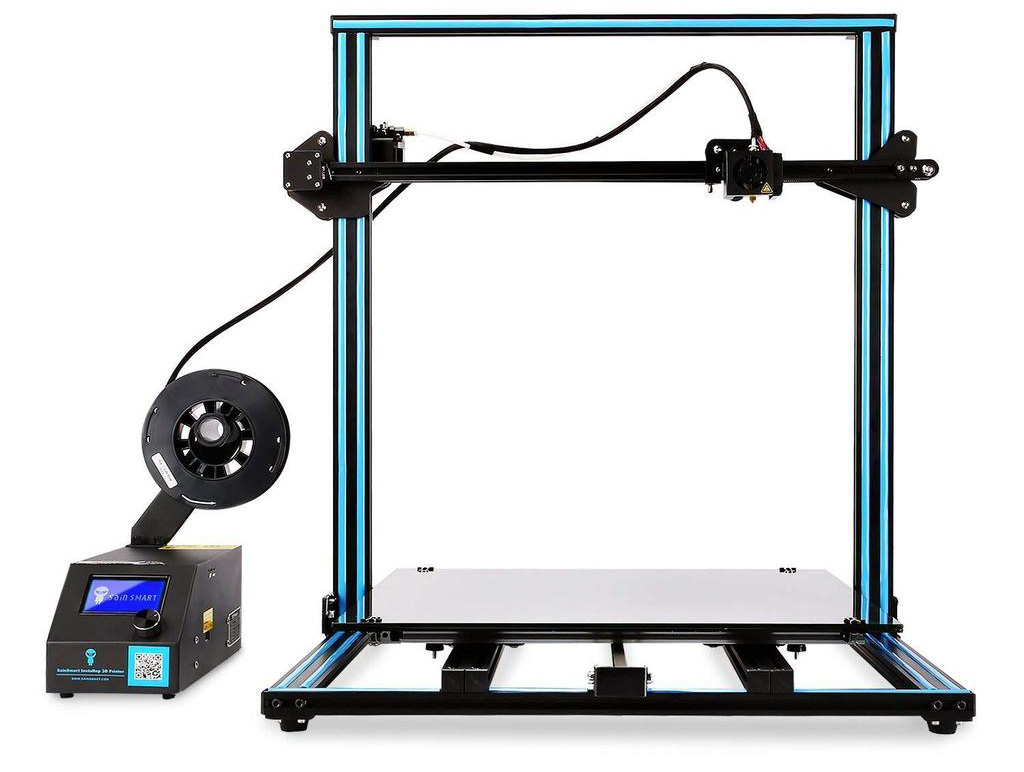
- Creality CR10 S5; eBay has best deals.
- 0.6-0.8mm hard steel nozzles (I use 0.8mm) - otherwise you're wasting too much time.
- Cura (4.4.1 or newer)
- Heat chamber+ Silicone heater upgrade.
- Angle, caliper, level (these will save you a lot of wasted troubleshooting time).
- Larger bed leveling knobs (coming soon).
- Replace bed springs with silicone columns.
- Pray to 3D printing gods that you will not get a filament jam, but when you do, get upgraded push fit connectors and 10ft bowden PTFE tube (2mm inner diameter, 4mm outer).
- Rail upgrade kits for all axis: X/Z, Y.
- Z-brace (optional).
- Bowden tube harness bracket holder.
- Eventually time will come to replace your heater cartridge and thermistor.
- When you get tired of constant clogs/jams, do yourself a favor and pick up an improved direct-swap hotend; I use Gulfcoast Robotics, and the design is vastly improved.
Bed leveling
Leveling the bed manually is a very lengthy process. It will feel that you are barely turning the leveling knobs in order to get the layer height just right on such a massive bed. Use this test print to level your bed.
Printing
- Learn how to print with PETG. I use this one – best deal and great, consistent quality.
- If you ever need to glue PETG, use this glue. DO NOT inhale it – it literally kills your brain cells.
- Nozzle Temperature: ~230-240°C. (The bigger the diameter, the higher the temperature.)
- Bed: 80°C.
- Retraction: 12mm @ 55mm/s. If you're having problems with stringing, run this print test several times until you eliminate stringing completely.
- Travel > Combing Mode > All (in Cura).
- Shell > Outer Wall Wipe Distance: 0mm.
- Be sure you're not filling in any tiny holes with such retraction settings, or doing too many consecutive retractions – you will get a clog.
- In case your printer starts to randomly pause, you might be printing a translucent material. If you have the filament sensor installed, disconnect it, and re-connect the factory plug which disables it.
- Skipping filament? Here's a temp fix. Otherwise you need either a new spring, or a new feeder mechanism.
CR10 S5 project examples:


Enjoyed what you saw? Stay updated by following me.